Browse Authors









博客
随着汽车智能座舱的发展,数字化仪表和智能表盘在整车中的应用日益广泛。作为驾驶员最直接接触的显示与交互界面之一,表盘在运行过程中若出现电机异常噪声或结构件摩擦等异响,不仅会影响整车 NVH 体验,还可能降低用户对车辆品质的信任。 在智能表盘生产与装配过程中,装配偏差或部件磨损等问题容易在电机驱动运行过程中产生异响。若这些问题未能在生产阶段被及时识别并拦截,产品进入市场后可能引发客户投诉或售后维修。因此,越来越多汽车电子供应商开始在产线末端(End of Line)引入 100% 异响检测,通过自动化测试手段实现产品质量的在线监控。 兆华电子汽车智能表盘异响 EoL 测试方案 兆华电子推出的汽车智能表盘异响 EoL 测试方案,是一套面向汽车电子产线的自动化声学检测系统。系统集成了兆华电子自研的软硬件核心模块: CRY361-S02 测量传声器套装:用于采集表盘运行时产生的声学信号 CRY5820 SonoDAQ Pro 数据采集系统:实现高精度声学信号采集 CRY7870 自动化隔音测试箱:提供≤15dBA的稳定低噪声测试环境 OpenTest 测试软件平台:进行声学分析与噪声/异响自动判定 系统通过采集表盘电机驱动运行过程中的声学信号,并结合声品质分析、瞬态异响识别算法及 AI 异响识别算法,能够识别传统 FFT 或 Leq 指标难以稳定区分的异常噪声特征。该系统可在超低底噪的隔音环境中,实现双工位并行测试与判定的 EoL 测试流程,支持产线实现高效的 100% 全检。 图1_某品牌新能源汽车智能表盘测试治具 客户应用效果:提效率、降人力、稳质量 该方案在某新能源汽车的智能表盘测试项目中实现了稳定、可靠的实用价值: 以机器检测替代人工听音,减少主观判断误差,实现统一、量化、可追溯的质量判定标准。 自动化测试提升产线效率,双工位并行测试,有效降低测试CT,提升UPH(单位小时产出)。 治具(工装)换型复用,即可满足不同型号产品的装载与测试,降低设备重复投资成本。 单人即可完成整套检测流程,系统支持一键启动自动测试流程,大幅降低人工依赖。 图2_某品牌新能源汽车智能表盘异响测试设备 适用客户类型 该方案适用于汽车智能表盘、码表或数字化仪表配件等供应商,面向汽车主机厂一级及二级供应商(Tier 1/2)。 主要方案配置 产品数量说明CRY361-S02 测量传声器套装1测量传声器CRY5820 SonoDAQ Pro1数据采集卡CRY7870 隔音箱1测试环境OpenTest1测试软件CRY3018 声级校准器1声级校准器治具1(可定制)工业 PC & 显示器1(可选) 欢迎通过点击“表单”联系我们 。兆华电子电机异响团队可根据您的产品结构与产线测试需求,提供针对性的 EoL 测试方案建议。

测量传声器作为计量链路核心部件,其长期稳定性直接影响测量数据的可比性与溯源管理。十年有限质保(以下简称十年质保)并非单一服务承诺,而是建立在制造一致性控制、可靠性验证体系与可追溯证据链基础上的综合能力体现。本文将从工程实现路径出发,说明 CRYSOUND 提供十年质保的依据,并基于 TCO 框架评估该质保策略对用户生命周期成本(维护、物流、停机与管理成本)的影响。 十年质保的经济性价值:生命周期风险成本的预算化 对实验室与产线来说,传声器的“价格”只是成本的一部分。更大的成本来自:项目停机、复测返工、临时替换、跨区域送修与管理复杂度。当质保周期覆盖设备使用寿命的占比更长,用户可以在生命周期预算中更清晰地规划风险与资源——这才是十年质保真正的价值。 十年质保的工程基础:可靠性设计、制造与验证体系 支持十年质保的工程闭环框架 制造过程能力与一致性控制:原材料验证与102道关键工序 长期稳定首先来自一致性。CRYSOUND从原材料验证开始,将耐腐蚀、绝缘稳定性等风险在来料阶段前置识别与筛除;随后每只测量传声器必须经过 102 道严格工序,并在精密加工过程中进行实时监控,确保关键尺寸与配合的一致性。 关键材料选择与装配工艺控制:长期稳定性的物理基础 关键部件采用经验丰富的技术专家进行装配,并使用具备高绝缘性、低温度敏感性的材料以提升环境稳定性。振膜作为核心声学结构,第三代钛振膜技术强调宽频响、高灵敏度、耐腐蚀与磁不敏感等性能目标,用结构与材料降低长期漂移风险。 传声器钛膜 典型失效机理与验证覆盖矩阵 测量传声器的长期稳定,通常不是单一因素失效,而是湿度、温度、机械冲击与污染等因素叠加导致的性能漂移或噪声劣化。下面用一张对照表说明:CRYSOUND如何把这些典型风险映射到制造控制点与出厂验证上: 典型风险/失效模式工程控制点对应验证/筛选潮湿导致噪声上升灵敏度波动洁净装配、绝缘设计与过程控制高湿长时间测试、绝缘相关验证(灵敏度前后差 / 底噪变化 / 绝缘稳定性)温度变化导致漂移材料与结构稳定性、装配一致性长周期温循(灵敏度/频响变化、噪声趋势、结构与连接稳定性)跌落/振动导致结构偏移结构强度、装配工艺跌落测试、双向振动测试(功能输出稳定性、关键指标前后差、结构完整性)污染/微尘带来底噪劣化超声清洗、洁净室调试出厂噪声/性能全量测试(底噪、灵敏度、频响一致性等)腐蚀/盐雾导致外观与连接可靠性下降材料耐腐蚀筛选、表面处理与连接器防护设计盐雾暴露/保持 + 外观与连接可靠性复核 洁净制造与污染控制:噪声与长期稳定性的关键环节 微尘、油污与杂质会在长期使用中放大为噪声上升或性能波动。为此,每只测量传声器都经过超声波清洗,并在洁净室中完成精细调试,降低污染与异物引入的风险,从源头保障低噪与耐潮湿能力。 洁净室 出厂可靠性验证方案:环境/机械/电气应力验证 十年质保依赖于对典型服役环境与使用工况的系统性覆盖。CRYSOUND 的出厂可靠性验证以“代表性环境与机械应力覆盖+ 关键风险覆盖”为基本思路,将验证项目归并为三类:环境应力(湿度、温度循环、盐雾)、机械应力(跌落/冲击/振动)以及电气可靠性(绝缘与泄漏风险)。该体系通过湿度、温度循环、盐雾以及跌落/振动等应力覆盖典型工况,在交付前对材料、装配与连接的薄弱环节进行筛选验证,从而降低现场失效风险。 高湿长时间验证聚焦于潮湿工况对传声器电气与声学稳定性的影响机理:在受控高湿条件下进行持续暴露/保持,以覆盖长期潮湿引发的绝缘退化、噪声表现变化与稳定性波动等风险,并配套必要的复测与电气状态复核,用于确认产品在湿热应力作用后的工作稳定性与一致性保持能力。 高低温循环验证用于覆盖温度变化工况下的结构与装配稳健性风险:通过在高温与低温边界之间进行长周期循环,对材料热膨胀系数差异、应力释放以及连接稳定性等潜在问题进行加速暴露。高低温循环验证的工程目标在于评估产品在长期温度扰动下的性能漂移风险与连接/装配稳定性,降低交付后因温度应力触发的异常概率。 盐雾验证针对沿海、高盐雾或腐蚀性气氛等场景下的材料与连接可靠性风险:在受控盐雾环境中进行暴露/保持,以评估金属件、连接部位及相关防护设计在腐蚀应力下的耐受能力,并结合外观与连接部位的状态检查及必要的功能/电气复核,用于降低因腐蚀导致的连接可靠性下降与长期稳定性风险。 说明:盐雾验证用于评估典型暴露条件下的防护与连接稳健性;对长期处于强腐蚀/高盐雾场景等超出产品使用规范的工况,仍需采取额外防护并以质保条款边界为准。 机械应力验证(跌落/振动/冲击)覆盖运输周转、安装拆装及现场使用过程中的力学扰动风险:通过规定次数的 1 米重复跌落模拟搬运与意外冲击,通过连续振动模拟运输振动与长期机械扰动,并以冲击验证覆盖更高强度的瞬态应力。机械验证的重点在于对结构完整性、装配稳固性与连接可靠性进行筛选,降低交付后因微松动、连接器受力或装配偏移引发的间歇性异常与性能变化风险。 绝缘验证作为电气可靠性底线控制,面向潮湿、污染与材料老化等因素可能导致的泄漏、击穿或不稳定风险,对关键电气路径进行绝缘性能验证,并在必要时结合环境应力后的复核,以确保产品在寿命周期内具备稳定的电气安全与信号可靠性基础。 上述验证项目均按照公司内部出厂检验规范实施,并配套异常隔离、复检与处置流程;在验证链路中发现异常的产品将不会进入交付环节。 CRYSOUND十年质保要点速览 要点解释适用范围适用于 3000 系列:传声器、前置放大器、套装、仿真嘴、仿真耳及套装(以铭牌/序列号可追溯为准)。期限差异主体设备通常为十年;附件/耗材(如防风罩、线缆、转接头、密封圈等)为 6 个月,应单独纳入维护预算。起算方式优先按出库/交付日期;无凭证则按最终用户购买日期;仍无法提供则按出厂日期或序列号可追溯的最后日期。质保内容确认材料或工艺缺陷:可免费维修(必要零部件+工时)或更换同型号/性能不低于原型号的产品(可能为认证翻新/再制造)。典型不保误用/滥用、跌落挤压、液体浸入、腐蚀性气体/盐雾环境、过压/反接/ESD/浪涌、私拆/非授权维修等。校准口径规格范围内校准偏移属于计量学常见现象,不构成制造缺陷;校准/复校通常为有偿服务(除非确认漂移由制造缺陷导致)。物流与跨境默认规则:质保范围内用户承担往返运费;跨境可能产生关税/清关手续费或税费,除合同另约通常由用户承担。 访问https://www.crysound.com/warranty 获取更多信息 十年质保如何影响TCO:成本结构与预算策略 TCO口径与边界条件本文讨论的 TCO(Total Cost of Ownership)指设备在生命周期内的“总成本”,不仅包括采购价,还包括计量维护、物流周转、停机与管理成本等。需要特别明确的是:质保解决的是“材料/工艺缺陷导致的失效风险”;校准/复校解决的是“计量溯源与漂移管理”。除非检测确认漂移由制造缺陷导致,否则“校准/复校、计量证书更新”等通常不属于免费质保范围,用户应作为年度可预期成本进行预算管理。同时,涉及返修/服务的物流与跨境费用也应提前纳入TCO口径:按默认规则,质保范围内用户承担往返运费;跨境可能产生关税/清关手续费或税费,除合同另有约定通常由用户承担。 TCO成本分解模型与核算科目建议用一个简单模型理解传声器生命周期成本:TCO = 采购成本 + 校准/复校成本 + 物流/跨境成本 + 耗材附件更换 + 非计划停机/复测返工 + 管理成本(台账/合规/追溯) 十年质保对风险相关成本的影响:应急支出压缩与管理成本优化 非计划维修/更换相关成本下降:材料/工艺缺陷导致的维修或更换由质保机制承接,降低突发支出与应急采购的概率。 停机与复测返工成本下降:当设备稳定性更高、且在质保期内风险可控时,项目更少因“临时失效/异常波动”而停机、复测或返工。 诊断与沟通成本下降:序列号追溯、历史数据与证书记录可降低定位成本,减少无效往返与重复测试,提升处理效率。 可预期运营成本:年度预算建议 校准/复校(建议做年度预算):计量设备存在轻微漂移是常态。建议至少每 12 个月校准一次或按体系要求执行;在高湿、高温、强振动或频繁拆装后建议进行验证或复校。 附件/耗材(建议做备件预算):防风罩、线缆、密封圈等应按耗材规则与更换周期做计划性采购,避免“小配件”导致的停机与临时采购成本。 物流/跨境(建议按场景单列预算):按默认规则,往返运费、跨境关税/清关手续费等应提前计入,尤其适用于多地点项目与跨境使用场景。 十年 TCO 估算模板 可以用下表快速搭建自己的 TCO 估算,用于采购或资产台账: 成本项输入/假设备注(如何受十年质保影响)设备采购数量、单价(元/台)采购价不是全部,但决定资产基线 年度校准/复校频次(次/年)、单次费用(元/次)通常有偿;建议至少每 12 个月一次附件/耗材更换周期、单价按 6 个月/耗材规则规划物流/跨境往返运费、关税/清关默认用户承担;跨境场景要单列停机成本每次停机成本、年发生次数可靠性提升与质保降低非计划停机概率复测返工单次返工成本、年发生次数性能稳定性降低返工与争议成本 十年质保的配套管理:使用、校准与资产台账 资产台账与追溯信息管理:序列号—证书—数据关联 录入序列号与型号(建议拍照存档),绑定校准证书与出厂数据。 记录关键使用环境:温湿度、是否强振动、是否频繁拆装等。 出现异常时,优先按标准步骤复现并保留记录(截图/波形/对比数据)。 使用与搬运规范:降低非质保风险 避免跌落、挤压、液体浸入与腐蚀性环境;供电与连接按说明书执行。 严禁私拆与非授权维修;保持铭牌/序列号清晰可识别。 返修/送检时使用原包装或等效防护,并对精密接口加装保护盖/防尘帽。 报修信息清单:缩短定位与处理周期 型号、序列号照片;购买/交付凭证。 故障现象描述(场景、频率、环境条件、供电与连接方式)。 可复现测试记录(频响、灵敏度、噪声、失真或系统截图/波形)。 结语:十年质保的工程逻辑与用户价值 十年质保建立在一套可验证、可追溯、可运营的工程闭环之上:通过制造过程能力控制降低一致性风险,通过环境与机械应力验证覆盖典型失效场景,并以序列号与数据记录支撑质保判定与服务效率。对用户而言,其价值不仅在于故障处置本身,更在于降低非计划停机与应急替换的不确定性,使测量系统的生命周期成本更可预测、更易纳入年度预算管理。

随着 TWS 耳机、蓝牙音箱、车载蓝牙等产品的快速迭代,蓝牙音频性能测试的复杂度正在显著增加。一款典型的 TWS 耳机上市前,需要覆盖 SBC、AAC、LDAC 等多种编解码器,每种模式下都要完成频率响应、总谐波失真、信噪比等多项指标的测量。 然而,传统测试方式仍然高度依赖手动操作: 效率瓶颈: 测试员需要手动操作手机完成蓝牙配对、编解码器切换、音频播放等步骤,一轮完整 测试往往需要数小时 一致性不足: 人工操作难以保证每次测试条件完全一致,导致数据可重复性差 难以规模化: 手动流程无法满足生产线高节拍的质检需求 可追溯性差: 测试参数和操作过程缺乏系统记录,问题复现困难 核心问题在于:蓝牙连接与音频控制流程缺少程序化的控制手段。 CRY578 正是为解决这一问题而设计。 CRY578蓝牙音频测试设备 CRY578 蓝牙音频接口:可编程的蓝牙音频源 CRY578 是 CRYSOUND 推出的专业蓝牙音频测试接口,能够完整替代手机作为蓝牙音频源。其所有操作——搜索、配对、连接、音频播放、编解码器切换——均可通过串口命令程序化控制,为自动化测试提供了基础。 核心能力 蓝牙版本:Bluetooth 5.4,支持经典蓝牙(BR/EDR)与低功耗蓝牙(LE Audio)支持协议:A2DP(音乐流传输)、HFP(免提通话)、AVRCP(远程控制)、LE Audio编解码器:SBC、AAC、LDAC、LC3 等主流编解码器采样率:A2DP 模式下最高支持 96 kHz音频输入:USB Audio、Line-in,支持自定义测试信号注入控制方式:UART 串口命令,可集成至 Python、LabVIEW、C# 等自动化平台 简而言之,CRY578 将复杂的蓝牙协议交互封装为简洁的串口指令,使测试工程师能够专注于测试本身,而非繁琐的连接操作。 自动化测试流程 基于 CRY578 的蓝牙音频自动化测试,可将完整流程拆解为三个标准化步骤: 第一步:自动搜索与连接CRY578 自动扫描周围蓝牙设备,识别目标设备后完成配对与连接。连接建立后,音乐传输通道(A2DP)和通话通道(HFP)同步就绪。相较于手动操作手机蓝牙设置页面,程序化连接流程通常在 1 秒内 即可完成,且每次连接行为完全一致。 第二步:播放标准测试信号 连接建立后,CRY578 按照预设序列自动播放测试音频信号: 扫频信号(20 Hz – 20 kHz)—— 用于测量频率响应 单频正弦波(如 1 kHz)—— 用于测量总谐波失真(THD) 粉红噪声 / 白噪声 —— 用于测量信噪比(SNR) 音频信号通过 USB Audio 或 Line-in 接口注入 CRY578,经蓝牙编码传输至待测设备。播放音量、播放状态、曲目切换等均由串口命令精确控制。 第三步:声学采集与指标分析待测设备输出的声音由测量传声器或头肩模拟器(HATS)采集,送入音频分析系统进行关键指标计算: 测试指标含义评估维度频率响应各频率下的声压输出一致性音质均衡性总谐波失真(THD)非线性失真程度播放保真度信噪比(SNR)有效信号与底噪的比值静音环境下的听感表现声道分离度左右声道之间的串扰隔离度立体声定位准确性 整个测试流程从连接到生成报告,可实现全程无人干预。 Bluetooth LE Audioo Interface 多编解码器对比测试 蓝牙音频产品通常支持多种编解码器,不同编码模式下的音频性能可能存在显著差异。CRY578 支持通过命令直接切换编解码器类型,使多模式对比测试变得高效: 1.建立连接时指定编解码器(如 AAC)2.CRY578 自动完成对应编码格式的音频传输3.待测设备解码播放,采集系统同步分析4.切换至下一种编解码器(如 LDAC),重复测试 同一款产品在 SBC、AAC、LDAC、LC3 模式下的频响曲线和失真特性,可以在一次自动化流程中快速获取并对比,无需反复手动断开重连。 典型应用场景 应用场景使用方式价值研发实验室快速迭代调试音频参数,对比不同编解码器、不同固件版本的性能差异缩短调试周期,结果可复现产线终检(EOL)集成到自动化测试工位,对每件产品进行标准化音频性能验证提升产线节拍,降低人工成本来料检验(IQC)批量验证蓝牙芯片或模组的音频输出性能确保物料一致性,减少产线异常认证测试按照标准测试规范执行完整测试序列,自动生成测试报告流程合规,数据可追溯 适用产品范围: TWS 真无线耳机、头戴式耳机、蓝牙音箱、Soundbar、车载蓝牙系统、助听器、智能手表等蓝牙音频设备。 CRY578 自动化方案 vs 传统手动测试 对比维度传统手动测试CRY578 自动化测试连接方式手动操作手机蓝牙设置串口命令自动连接操作一致性依赖操作员经验,每次可能不同程序控制,100% 一致编解码器切换需借助第三方 App,部分机型无法强制切换命令精确指定,全编解码器覆盖测试速度单次完整测试需 30 分钟以上自动流程可压缩至数分钟系统集成无法集成到自动化产线支持 Python / LabVIEW / C# 集成数据追溯手动记录,易遗漏自动存档,完整可追溯 开始构建您的蓝牙音频自动化测试方案 无论您是研发实验室的测试工程师,还是生产线的质量负责人,CRY578 都能帮助您将蓝牙音频测试从手动操作升级为高效、可靠的自动化流程。
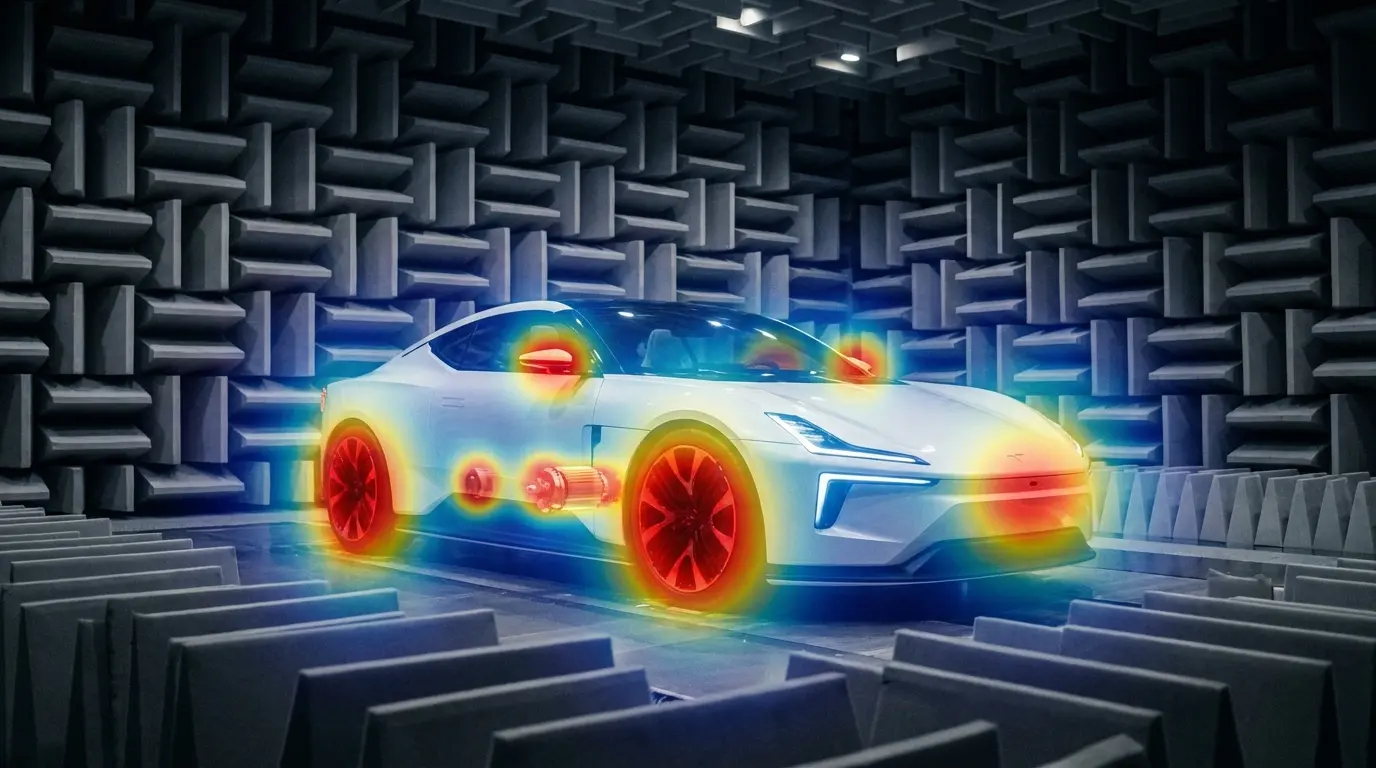
安静的电动车,反而更"吵"了?这听起来像是一个悖论——电动车没有了轰鸣的发动机,车内却反而变得更难安静。 事实上,当内燃机的低频掩蔽效应消失后,那些原本被"藏"起来的噪声全部暴露了出来:电机的高频啸叫、逆变器的电磁嗡鸣、齿轮箱的啮合振动、风噪、路噪、甚至座椅的吱嘎声——每一个声音都变得无处遁形。 这不仅是一个舒适性问题。它正在重新定义整个汽车行业对 NVH(噪声、振动与粗糙度)测试的需求。 全球汽车 NVH 测试市场预计将从 2026 年的 35.1 亿美元增长至 2034 年的 57.5 亿美元,年复合增长率 6.4%。而推动这一增长的核心驱动力,正是电动化转型。 第一章:EV 带来了哪些全新的噪声挑战? 1. 频率范围发生根本性转移 传统燃油车的 NVH 工作重心在 20–2000 Hz 的低频段——发动机点火、排气系统、曲轴振动。 新能源汽车则完全不同: 噪声源典型频率范围特征电机电磁噪声500–5,000 Hz尖锐的调制音,随转速线性变化逆变器开关噪声4,000–10,000+ Hz高频嗡鸣,与 PWM 频率相关齿轮箱啮合噪声800–3,000 Hz在单级减速器中尤为突出电池充电器噪声8,000–20,000 Hz超声频段,人耳边缘可感知风噪 / 路噪200–4,000 Hz失去发动机掩蔽后高度暴露 关键洞察: EV 的噪声问题从低频转向了中高频(甚至超声波频段),传统的 NVH 测试方法和频率范围可能已经不够用了。 2. 新的噪声源,新的定位难题 在燃油车时代,"发动机就是最大的噪声源"这个假设让问题相对简单。 在电动车上,噪声源变得更加分散、更加复杂: 电驱系统:电机 + 逆变器 + 减速器构成一个高度耦合的噪声系统 热管理系统:电池冷却泵、冷却风扇在低速行驶时成为主导噪声源 再生制动:能量回收时的逆变器工作模式变化产生瞬态噪声 结构传递路径:轻量化车身(铝合金、碳纤维)的隔音特性与传统钢结构截然不同 这意味着工程师面临一个核心挑战:在多个分散的、动态变化的噪声源中,如何快速、准确地定位问题根源? 3. 声音品质设计:从"降噪"到"造声" EV 时代的 NVH 工程不再只是"把噪声降到最低"。 消费者期望的是一种精心设计的声音体验: 加速时要有"科技感"但不能刺耳 车内要安静,但不能"死寂"到让驾驶者感到不安 不同驾驶模式(运动 / 舒适 / 节能)要有差异化的声音反馈 这种"声音设计"(Sound Design)的需求让 NVH 测试从纯粹的工程验证,扩展到了主观音质评估和声音品牌打造。 第二章:为什么声学相机在 EV NVH 中正在成为必需品? 面对 EV 带来的这些新挑战,传统的 NVH 测试工具——单点传声器、加速度计——虽然仍然重要,但已经不足以应对所有场景。 声学相机(Acoustic Camera)正在填补这个空白。 声学相机的核心优势 1. 实时噪声源可视化传统方法需要在目标物体上密集布置传声器阵列,费时费力。声学相机通过波束成形(Beamforming)技术,用一次拍摄就能生成噪声源热力图,直观显示"哪里在响、有多响"。 典型场景: 一辆 EV 原型车在台架上运行,声学相机对准电驱系统,实时显示 800 Hz 共振主要来自电机右侧——整个定位过程不到 5 分钟。 #正在进行噪声源定位测试的工程师 #测试结果 2. 宽频率覆盖EV 的噪声从几百赫兹的齿轮啮合到上万赫兹的逆变器开关噪声,频率跨度极大。以 CRYSOUND CRY8120为例,其 200 个 MEMS 麦克风阵列提供高达 100 kHz 的频率覆盖——不仅覆盖所有可听声噪声,还能捕获超声频段的逆变器噪声和泄漏检测信号。 3. 非接触式测量EV 的电驱系统高度集成、空间紧凑。声学相机的非接触式测量方式意味着: 不需要拆卸任何部件 不影响被测系统的工作状态 可以在产线上进行快速质检 便携性现代手持式声学相机(如 CRY2620)可以直接带到试车场、生产线,或者客户现场,无需复杂的搭建过程。 EV NVH 中的典型应用场景 场景应用方式电驱系统 NVH定位电机、逆变器、减速器的各阶噪声贡献Pass-by 噪声测试车辆通过时的噪声源分布分析车内异响追踪定位仪表板、车门、座椅等处的 Squeak & Rattle产线 EOL 质检在线快速检测异常噪声,替代人耳判断风洞 / 半消声室高精度噪声源定位与声功率分析 真实案例研究:主机厂动态道路测试 客户:中国某知名主机厂(OEM) 地点:主机厂测试中心(内部试验跑道) 目标:在动态驾驶工况下识别车内噪声来源 测试设置(Test Setup) 设备:CRY8500 系列SonoCam Pi 声学相机 测量位置:后排座椅、前排副驾驶座椅 目标区域:左、右 B 柱(后舱区域) 测试模式:波束形成(Beamforming)App 频率范围:3,550 Hz – 7,550 Hz 动态范围:5 dB 关键结果(Key Results) SonoCam Pi 在车辆行驶过程中实现了噪声源的实时定位,为主机厂 NVH 工程团队提供了可直接用于改进的有效数据。本次测试证明: 动态工况下的实时定位:不同于固定实验室工况,SonoCam Pi 能在试验跑道车辆行驶过程中捕捉噪声分布。 精准的频段分析:聚焦 3,550–7,550 Hz(对车内主观感受影响显著的关键频段),工程师能够锁定具体噪声贡献源,而不是仅测量整体声压级(SPL)。 快速测试流程:B 柱区域扫描可在数分钟内完成。 #噪声源定位结果 #image_title 第三章:未来趋势——EV NVH 测试的下一步 1. AI 驱动的噪声分类机器学习正在被引入 NVH 测试流程:自动识别噪声类型、判断是否属于异常、预测潜在质量问题。声学相机采集的高维度数据天然适合 AI 分析。 2. 数字孪生与虚实结合仿真(CAE)预测噪声性能 → 声学相机实测验证 → 数据回灌优化仿真模型。这种闭环正在成为主流 OEM 的标准流程。 3. 固态电池时代的新挑战固态电池的机械特性与液态锂电池不同,其振动传递特性和热管理方式都将带来新的 NVH 课题。 4. 更严格的法规噪声测试是当前增长最快的 NVH 细分市场(CAGR 7.11%),UNECE 正在推进更严格的标准化测试要求,包括室内 Pass-by 测试的规范。 结语:EV 时代,声学测试的价值被重新定义 电动化不是让汽车变安静了——而是让噪声问题变得更复杂、更精细、更有价值。 对于汽车 OEM、Tier 1 供应商和测试服务机构来说,投资正确的 NVH 测试装备不再是"锦上添花",而是竞争力的基础设施。 声学相机,正在从"好用的辅助工具"变成"不可或缺的标配装备"。 需要了解更多,欢迎填写表单或者拨打热线0571-88225128联系我们。
