为什么车船密封问题不能等到故障后再暴露
无论是乘用车、商用车、轨道车辆还是船舶舱体,气密性问题都不只是“有一点漏”这么简单。门框、窗框、舱门、焊缝、线束孔、穿舱接口和管路连接点一旦存在微小泄漏,在振动、压差、风噪、雨淋和温湿度变化叠加下,往往会逐步放大为渗水、异响、空调效率下降、隔声变差甚至安全隐患。对现场团队来说,更有价值的不是在投诉或故障发生后再返查,而是在测试、交付和运维阶段尽早识别可疑泄漏区域,把问题拦在影响用户体验和运行安全之前。
前移风险识别
把密封问题从“事后追查”前移到“测试预防”,更利于减少返修、返工和质量争议。
覆盖关键阶段
适用于研发验证、产线抽检、整车整船复核和在役巡检等多个实际工作环节。

传统排查方式越来越难兼顾效率与定位能力
车船密封性验证常见的方法包括淋水试验、保压观察、人工听漏、烟雾辅助和逐点拆检。这些方法在简单工况下仍然有效,但一旦进入多门窗、多接缝、多穿舱接口并存的复杂结构,现场往往会遇到两个现实难点:一是大面积排查耗时长,检测节拍容易被拉慢;二是即使确认“可能有漏”,也未必能迅速给出更直观的定位依据。尤其在批量制造或现场复核场景中,若过度依赖经验和反复验证,既会增加人工成本,也容易让问题复现和沟通效率受到限制。
减少重复排查
针对大面积、多部位结构更适合先做快速筛查,缩小后续复核范围。
提升结果一致性
降低完全依赖个人经验带来的判断波动,让现场结论更容易复现和交接。

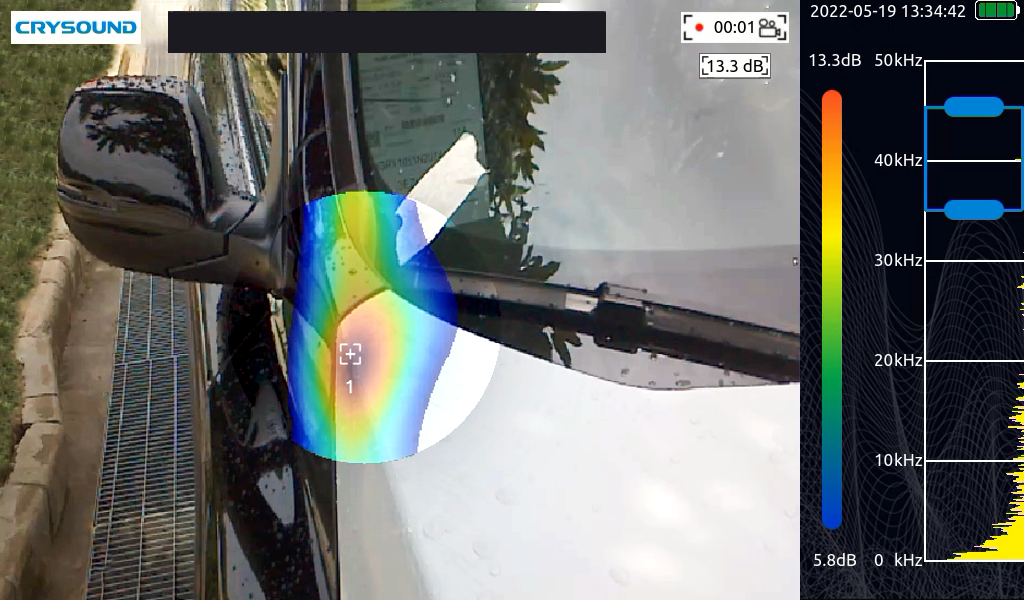
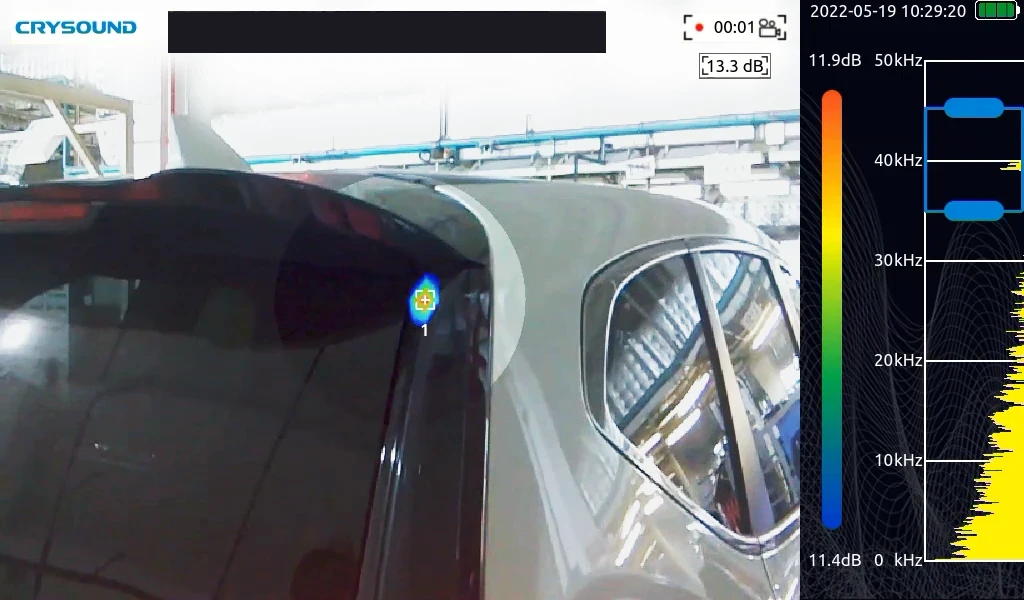
声像成像让车船气密性检测更快定位、更直观
当压缩空气或气体从密封缺陷、缝隙和接口处泄漏时,会产生具有方向性的高频声信号。声像成像设备通过阵列采集与波束形成算法,将泄漏声源以可视化方式叠加到真实画面中,让检测人员在扫描过程中直接看到可疑区域。相比只能判断“有没有问题”的方法,这种方式更适合用于车门密封条、玻璃边缘、焊接连接区、舱门压合区和穿舱接口等复杂部位的快速筛查。现场团队不仅更容易锁定位置,也更方便把结果用于沟通、标记、记录和后续复核。
声源可视化定位
把泄漏判断从抽象经验变成可见图像,帮助工程人员更快锁定重点区域。
非接触快速扫描
在一定距离外完成巡检,更适合复杂轮廓、大面积或不便频繁接触的部位。
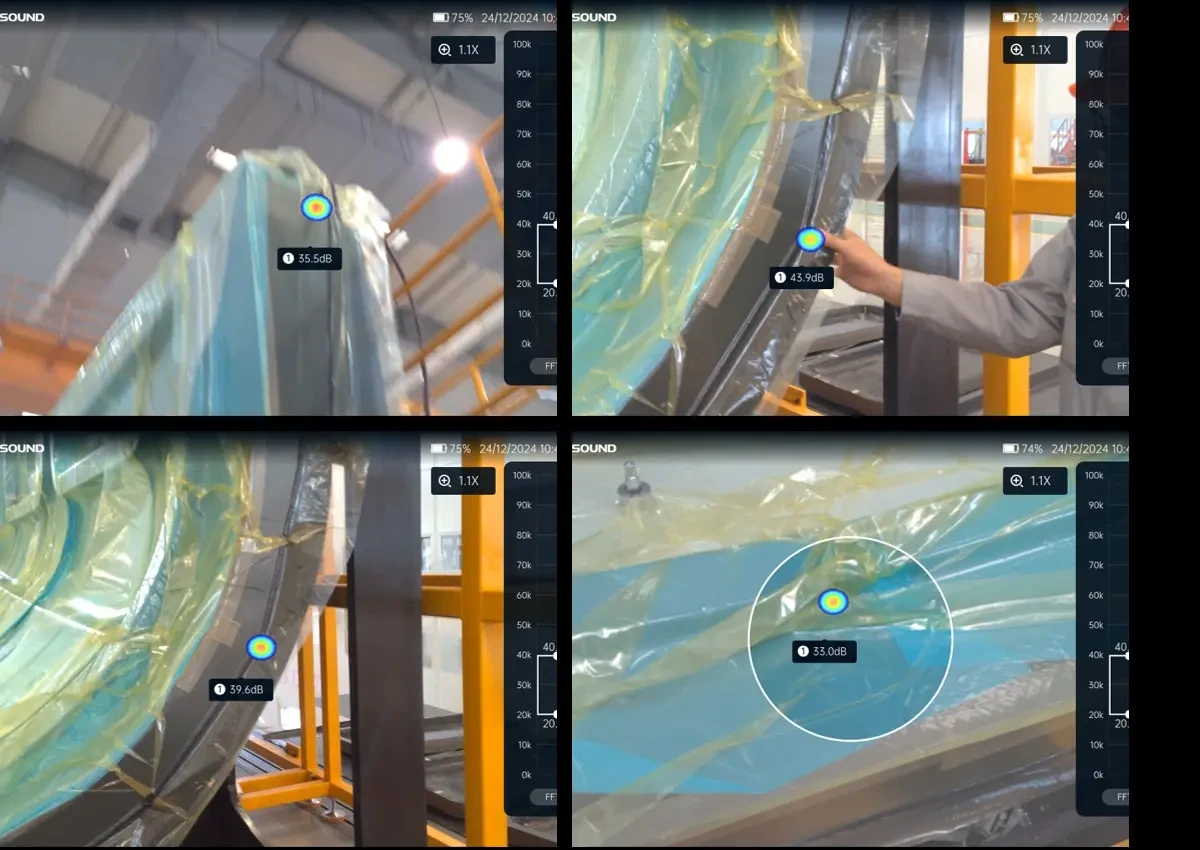
面向车船典型泄漏部位,检测流程更容易标准化
车船气密性问题并不是随机分布的,往往集中在门框压合区、窗框边缘、天窗密封、焊缝转角、线束孔、法兰连接、穿舱接头以及局部装配过渡位置。基于这些典型风险部位,可以把检测工作拆解成固定路线、固定距离、固定关注区域和固定复核动作的标准流程。这样做的价值,不仅在于提升单次检测效率,更在于让不同班组、不同工位乃至不同项目之间形成可复制的检查方法。对于需要稳定交付质量的制造现场来说,标准化流程比单次“找到了漏点”更重要。
围绕典型部位展开
把检测重点聚焦在高风险结构位置,减少无效扫查和遗漏。
便于形成标准作业
更容易沉淀为巡检路线、工位规范和复核要求,支撑批量化执行。

从可疑点筛查到泄漏复核,形成更适合现场的 5 步工作方法
针对车船气密性检测,现场通常可以形成更清晰的五步工作方法:先明确检测边界和重点部位,再进行大范围快速扫描;对可疑点做近距离复核和位置确认;结合结构特点判断可能的泄漏路径;完成补胶、紧固或装配调整后再次复测;最后保留图像化结果用于交付或追溯。这样的流程既保留了现场检测的灵活性,也提高了问题处理链路的连贯性。与“发现一点、处理一点”的零散工作方式相比,它更适合实际生产和运维场景对效率、记录和复核的综合要求。
筛查与复核分层进行
先快速缩小范围,再针对重点位置复查,兼顾节拍与定位深度。
结果可直接进入整改
检测画面可作为整改前后对比依据,让处理动作与复测结果更顺畅衔接。
把检测结果转化为整改与质量闭环,提升车船运行安全性
车船密封性检测的真正价值,不只是找到一个泄漏点,而是把检测结果转化为可沟通、可整改、可复测、可追溯的质量闭环。通过图像化的泄漏证据,研发、工艺、质量、制造和售后团队可以共享同一套判断依据,明确问题位置、整改动作与复核结论,减少口头描述带来的偏差。对于交付前的验收、交付后的回访以及在役运维中的问题复盘,这种基于可视化结果的闭环方式更容易沉淀经验、优化工艺,并持续提升车船密封可靠性、运行安全性与用户体验的一致性。
支撑整改闭环管理
让问题发现、责任界定、整改验证和结果归档之间形成更清晰的链路。
提升长期质量追溯
把一次检测结果沉淀为后续验收、复盘和工艺优化都可调用的依据。