真空泄漏影响成型
复合材料在真空导入、热压固化和袋压成型过程中,对密封完整性要求很高。一旦真空袋边缘、密封胶条、抽气接口或转角位置出现细微泄漏,就可能导致负压不足、树脂流动异常、纤维铺层贴合不良,进一步引发气泡、干斑、分层或尺寸偏差。很多问题在早期并不明显,却会在后续固化、机加工或终检阶段集中暴露,因此需要在工艺执行阶段尽早识别并处理泄漏点。
降低返工风险
在真空成型早期识别泄漏点,有助于减少后续返修、报废和节拍延误。
适合前段筛查
可在工艺执行初期快速排查关键密封区域,把问题尽量拦截在前段。

传统排查效率受限
传统查漏通常依赖保压观察、分段隔离、人工听漏或肥皂水辅助检查,这些方法在小型工件上还能使用,但面对风电叶片、轨交复材结构件或航空复材大部件时,检测路径长、曲面多、边角复杂,人工逐段排查会明显拉长节拍。与此同时,现场噪声、人员经验差异和结构遮挡也会影响判断结果,常常出现“知道有漏却找不准位置”的情况,导致重复复测和沟通成本持续增加。
排查周期拉长
面对大尺寸复材工件时,人工逐段查漏往往会显著增加检测时间和复测次数。
结果依赖经验
现场噪声与人员经验差异会影响判断一致性,容易出现定位偏差。
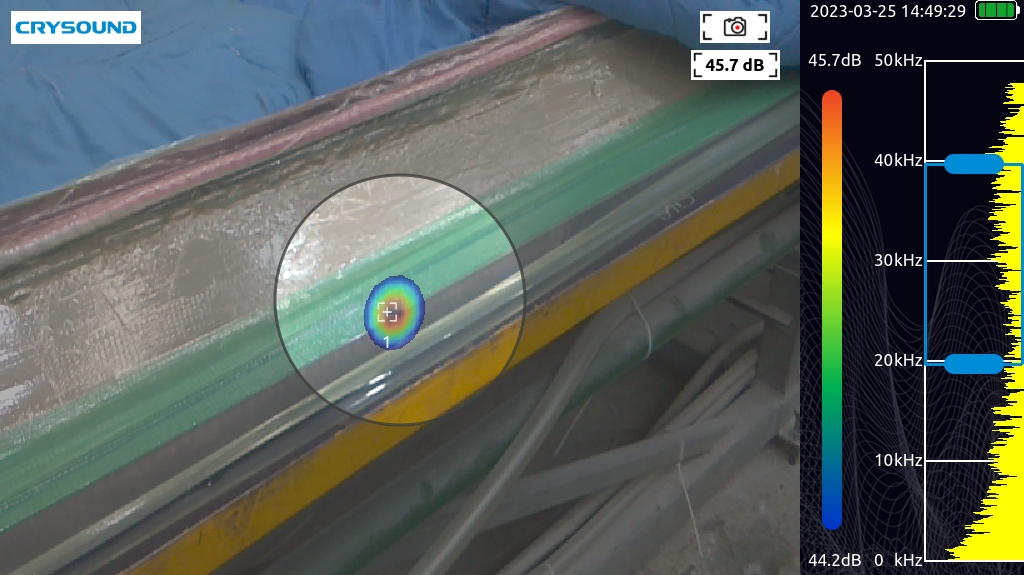
声像定位更直观
声学成像能够采集泄漏产生的超声信号,并将声源位置叠加到真实画面中,让检测人员在扫描过程中直接看到可疑泄漏区域。相比传统方法只能确认“是否存在泄漏”,这种可视化方式更有助于快速锁定密封边、接头、拐角和接口周围的异常点。对于工艺、质量和生产团队来说,同一画面结果也更便于现场沟通、问题标记和复检确认,减少口头描述带来的判断偏差。
定位更直观
将泄漏声源叠加到真实画面后,检测人员能更快锁定异常区域和可疑位置。
协同更顺畅
统一的可视化结果便于现场标记、跨团队沟通和后续复检确认。

大尺寸检测更高效
复合材料部件常见的大曲率表面、加强筋区域和多接口结构,容易让传统方法出现排查盲区。声学成像支持在一定距离外连续扫描,无需频繁接触工件表面,更适合沿长路径快速巡检,覆盖大面积密封边和复杂轮廓。对于车间环境较嘈杂、工件不便频繁翻动或检测窗口有限的场景,这种方式更容易兼顾效率与覆盖范围,帮助现场在有限时间内完成更系统的泄漏排查。
覆盖范围更大
适合沿长路径连续扫描,更高效地覆盖大面积密封边与复杂轮廓。
现场适应性强
在复杂曲面和较嘈杂车间环境下,依然能够支持稳定排查。

整改复测更顺畅
气密性检测不仅要发现问题,还需要支撑后续整改与复测。通过声像结果,现场团队可以更快锁定补漏位置,在完成密封修补、接口紧固或胶条调整后,对同一区域进行快速复扫,判断异常信号是否消失。这样能够把查漏、整改和验证串成更清晰的闭环流程,减少反复拆装和等待时间,也更利于沉淀标准化作业方法,提升批量生产阶段的复检效率和一致性。
闭环更清晰
把查漏、整改和验证串联起来,便于现场按流程快速推进问题处理。
复测更高效
整改完成后可快速复扫同一区域,缩短等待时间并提升现场节拍。

适配多类复材场景
该方案适用于风电叶片真空导入、航空复材部件制造、轨交复材结构件成型等多种场景。凡是需要维持负压环境、保证密封完整性并控制成型一致性的工艺环节,都可以将其作为泄漏排查和复检辅助工具。对于企业而言,这不仅有助于缩短异常定位时间、降低返工损失,也能把依赖经验的排查方式逐步转化为更直观、更可复核的检测流程,提升工艺管理的稳定性。
适用场景广
可覆盖风电、航空、轨交等多类复合材料制造和真空工艺应用场景。
兼顾质量成本
有助于在检测效率、成型质量和返工成本之间取得更稳定的平衡。