
那些“已经关严”的阀门,未必真的没有泄漏
在很多工业现场,阀门关闭并不等于真正完成隔离。密封面磨损、介质冲刷、杂质划伤、腐蚀和安装管理问题,都可能让阀门在关闭状态下仍然发生内漏。
对现场团队来说,真正有价值的不是在故障后再确认“阀门坏了”,而是尽可能在巡检和检修前置阶段就把可疑点找出来,为后续隔离确认、检修安排和风险控制争取主动权。
阀门关闭不等于完全隔离
只要存在压差,介质就可能沿密封缺陷从高压侧窜向低压侧。
内漏往往先于故障暴露
很多问题早期并不会直接演变成停机或事故。

传统阀门内漏排查方式,越来越难兼顾效率与判断一致性
长期以来,阀门内漏判断更多依赖人工耳听、温度法、保压法和经验复核。这些方法在现场并非没有价值,但面对多介质、多阀位和更紧张的检修节奏时,传统方式往往难以同时兼顾效率、定位能力和判断一致性。
现场真正需要的,不只是“再听一遍”或“再摸一次”,而是一套更容易复制的流程,把经验判断尽量转成流程化采集和更直观的结果输出。
单靠经验复核稳定性有限
不同人员对异常的理解往往不完全一致。
传统方法定位能力不足
很多方式能判断“可能有问题”,却很难说明问题更集中在哪里。
接触超声让阀门内漏检测更流程化、更直观
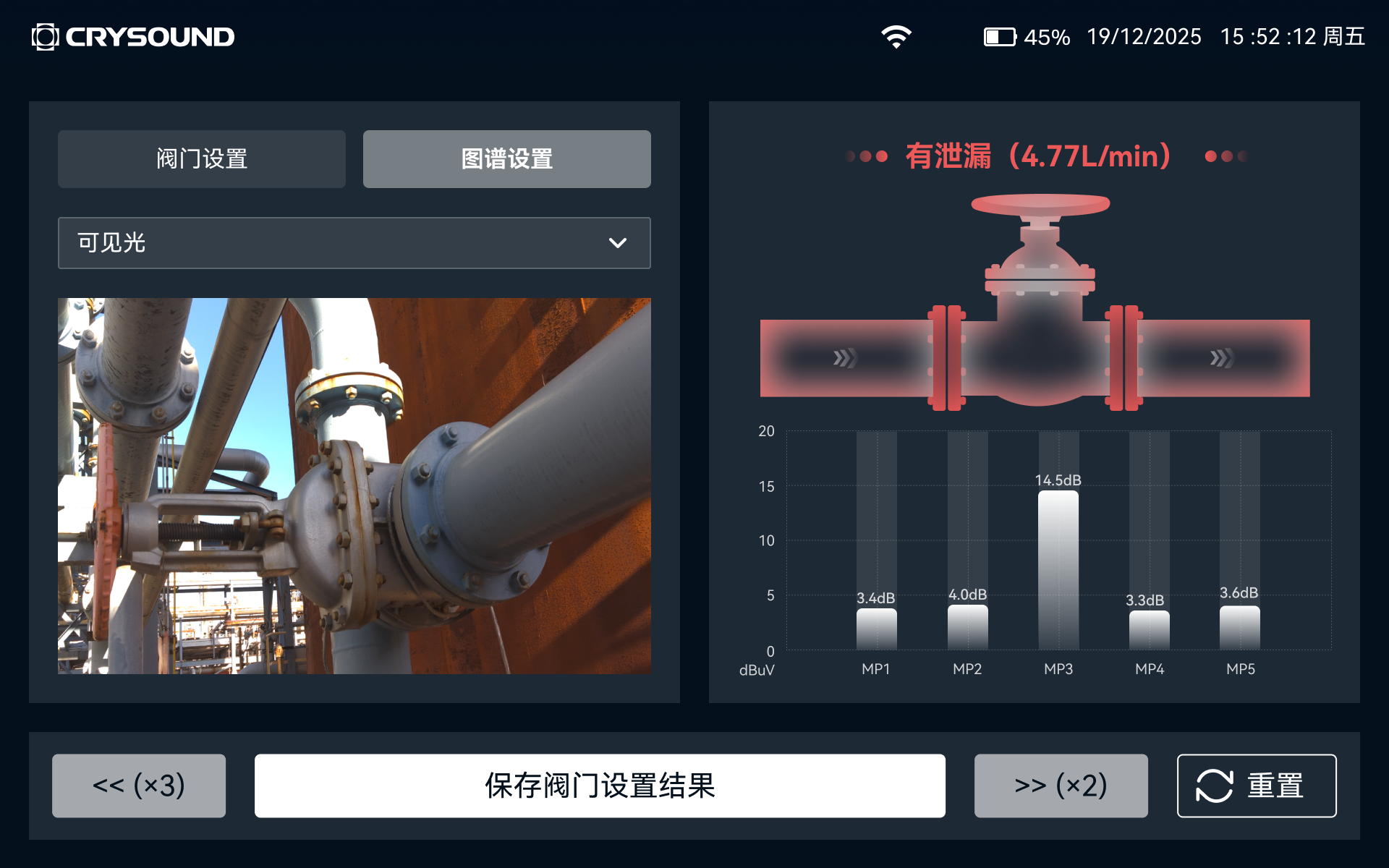
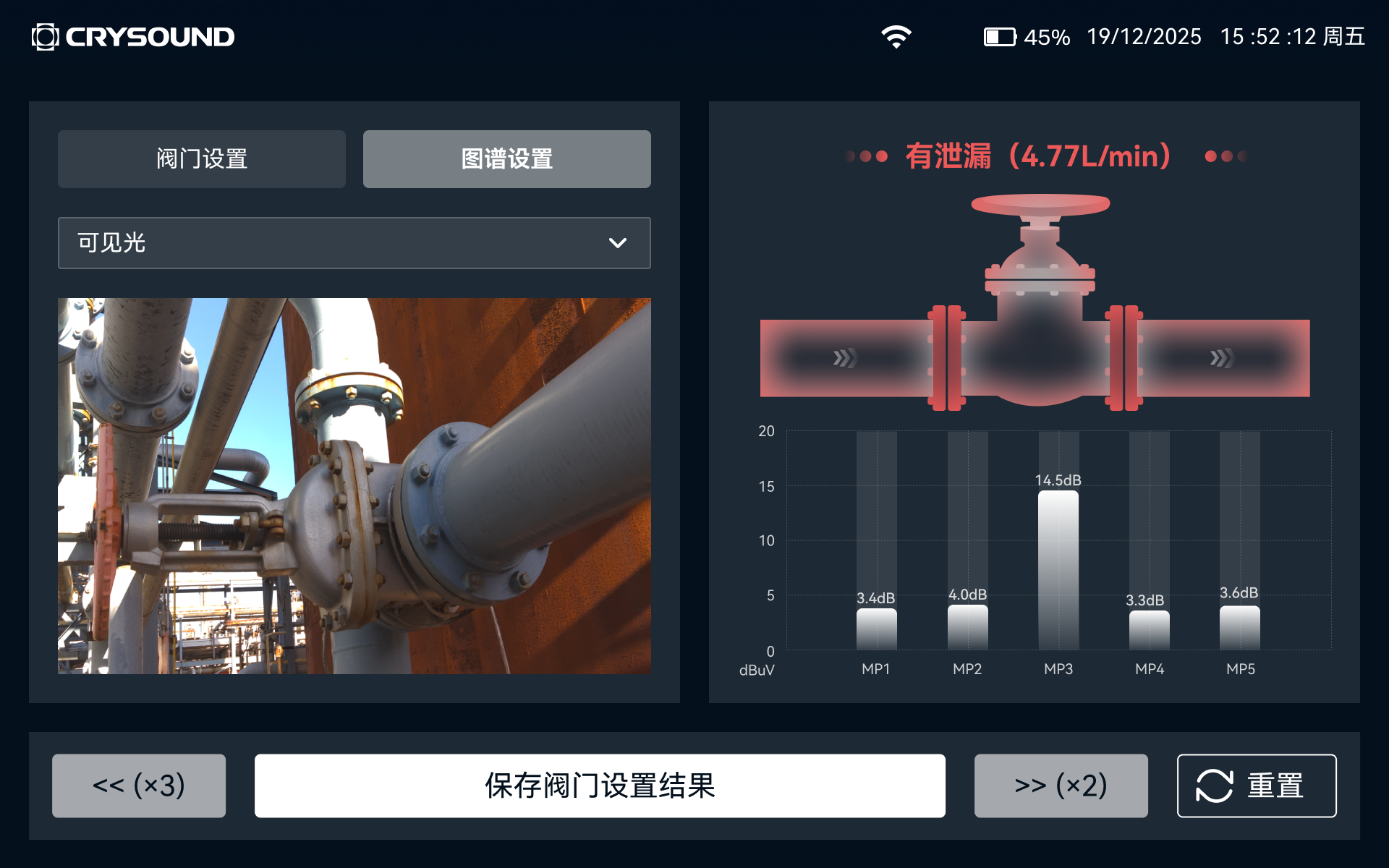
当阀门关闭后仍存在压差,介质会经密封缺陷高速通过狭小缝隙,形成湍流、摩擦与碰撞,并激发出高频超声信号。接触超声传感器贴附在上游、阀体和下游测点后,可以采集这些信号,再结合算法对分贝值和信号特征进行分析,辅助判断阀门是否存在内漏。
相比完全依赖人工经验,这种方式更适合把阀门内漏检测做成标准流程。操作员按引导完成多测点采集,系统再给出更直观的判断与泄漏量估算结果,让检测过程更稳定,也更便于培训和复制。
非侵入式检测
无需拆除阀门,可在不停机条件下进行复核。
可辅助估算泄漏量
便于现场结合漏量结果安排后续处理策略。
外部筛查与内漏复核结合,现场判断更完整
很多阀门问题并不只表现为内漏,也可能同时伴随外漏、接口异常或周边异常声源。如果只做接触式内漏复核,容易漏掉与阀门相关的外部问题;如果只做非接触式筛查,又很难替代对内漏的进一步判断。
更完整的做法,是把声学成像和接触超声放进同一套巡检链条里。CRY8121 适合普通工业区域的机动式外部筛查,CRY8123 适合危险区域快速排查,IA3101 与 IA3103 则分别承担非防爆和防爆场景下的阀门内漏复核任务,让现场判断不只停留在“这里可能有问题”。
声像先做外部筛查
先缩小可疑范围,再决定哪些阀位需要进一步接触式复核。
接触超声补足内漏判断
让现场不只知道哪里异常,也知道异常更像外漏还是内漏。
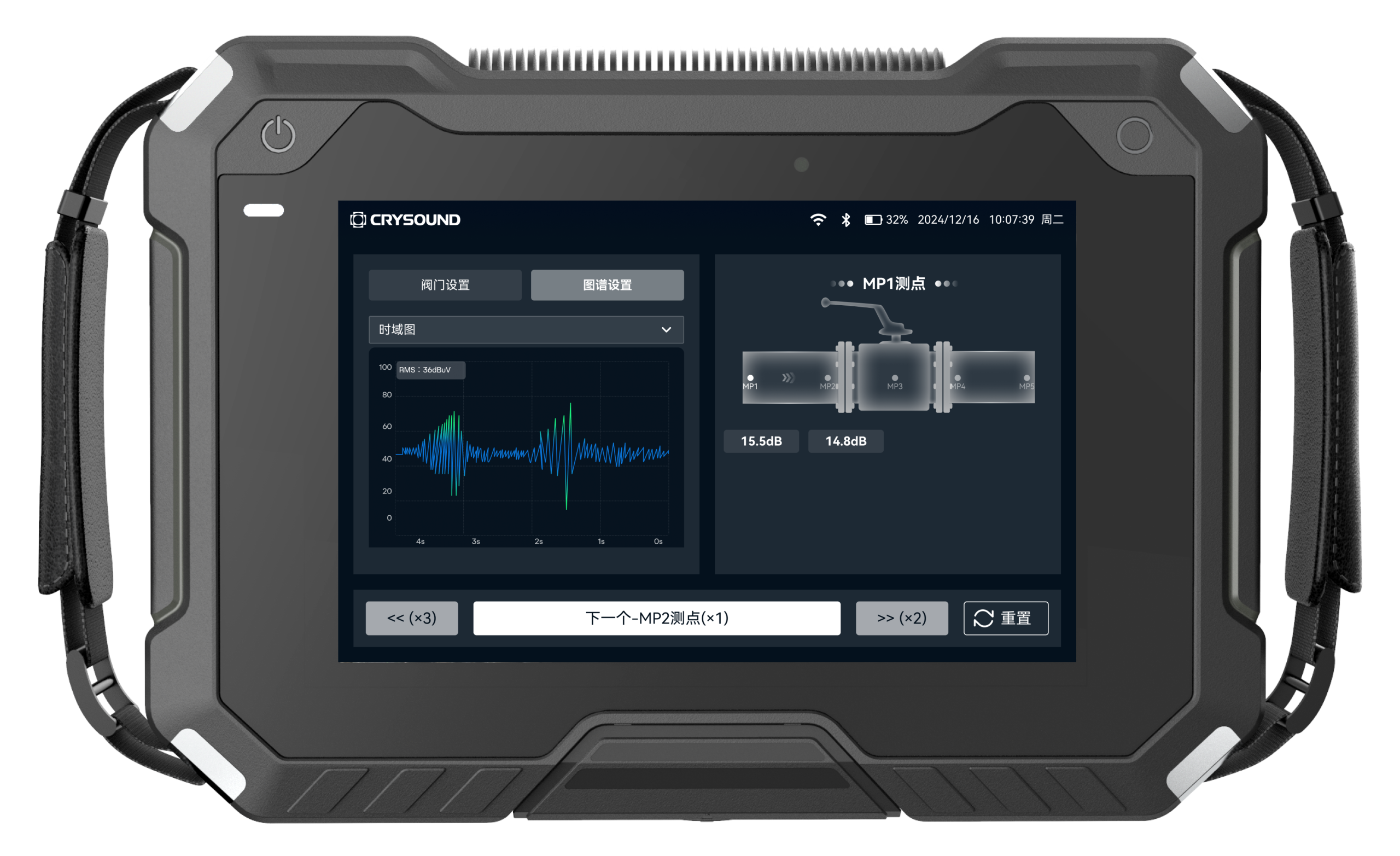
现场怎么测:一套更适合复制的 5 点测量方法
阀门内漏检测真正落地,关键不只是“有设备”,还要有一套一线人员容易执行的测量方法。基于 CRYSOUND 现有应用经验,现场通常采用覆盖上游、阀体和下游的 5 点法进行复核,让判断更有可比性,也更适合后续复测。
在正式测量前,需要先确认阀门处于关闭状态、上下游存在压差,并尽量隔离干扰支路。之后再按 MP1 到 MP5 的顺序完成测点布置和信号采集,形成更稳定的判断基础。
先确认工况
上下游要有压差,建议压差大于 0.1 MPa,并尽量隔离干扰支路。
按 5 点布置测点
覆盖上游管道、阀体和下游管道,形成完整采样链条。

从发现可疑内漏到安排检修,形成更高效的阀门管理闭环
对现场团队来说,阀门内漏检测真正的价值,不只是“测出来了”,而是能否把结果转化成复核、检修和管理动作。图像、测点、介质、压力和泄漏量估算结果如果能够统一沉淀,就更容易进入现场汇报、风险评估和检修计划。
这也是阀门内漏解决方案和单次测试最大的区别:前者关注的是从筛查、复核到决策的全流程效率,后者只解决某一次“有没有漏”的判断。
结果便于留档
让阀门编号、介质、压力、测点和结果能一起沉淀。
更利于明确优先级
把可疑异常转成更可执行的处理顺序。


新













